УСТРОЙСТВО СБОРНЫХ ПОКРЫТИЙ
АЭРОДРОМОВ ИЗ МЕТАЛЛИЧЕСКИХ ПЛИТ
Москва 1971
Содержание
Технологическая
карта составлена на основе применения принципов научной организации труда и
предназначена для использования при разработке проекта производства работ и
организации труда на объекте.
В
технологической карте предусмотрена укладка и крепление металлических плит и
полуплит К-1Д с устройством выравнивающего слоя толщиной 5 см из битумопесчаной
смеси.
Ширина
взлетно-посадочной полосы /ВПП/ 39 м, длина сменной захватки 29,4 м. Учитывая
особенности эксплуатации металлического покрытия из плит К-1Д, минимальный
поперечный уклон равен 0,008, а максимальный - 0,012 при двускатном профиле.
Комплект
покрытия из плит К-1Д состоит из 152000 плит, 16000 полуплит, 400000 торцевых
планок ТП-4 или ТП-5, набора монтажного инструмента, приспособлений и
упаковочного материала.
Каждая
плита для соединения с соседними плитами в покрытии имеет 20 крюков, 20 пазов
для крюков, 6 петлевых фиксаторов, 6 парных пазов для фиксаторов и 10 пазов в
наклонных стенках профиля для торцевых планок (6 пазов в обжатом торце плиты и
4 паза в необжатом). В среднем гофре каждой плиты пробито по одному монтажному
отверстию. На верхних полках плиты имеются сферические выпуклости.
Полуплиты,
предназначенные для укладки по кромкам покрытия, изготовляют на заводе из
стандартных плит. Поэтому полуплиты бывают двух типов: с обжатым и необжатым
торцом.
Плита К-1Д имеет следующие размеры, мм:
|
а) габаритные
|
- длина
|
- 3080
|
|
- ширина
|
- 420
|
|
- высота профиля
|
- 31
|
|
б) укладочные
|
- длина
|
- 3000
|
|
- ширина
|
- 420
|
Вес одной плиты - 41 кг, пачки плит - 830 кг, пачки полуплит - 415 кг,
торцевой планки - 0,11 кг, 1 м2 покрытия - 32,5 кг, полного
комплекта плит - 6600 т.
Плиты
и полуплиты окрашены в зеленый цвет, а торцевые планки - в желтый цвет для
обнаружения их на поверхности металлического покрытия. Для лучшего опознания
ВПП с воздуха кромки ВПП полуплитм рекомендуется окрашивать в яркий цвет.
Во
всех случаях применения настоящей технологической карты необходима привязка ее
к местным условиям производства работ.
До
устройства выравнивающего слоя из битумопесчаной смеси в пределах захватки
должны быть полностью закончены и приняты технической инспекцией все работы,
связанные с отделкой и уплотнением земляного полотна, грунтоцементного
основания и устройства водоотвода.
Последовательность
выполнения работ по устройству выравнивающего слоя из битумопесчаной смеси и
сборного покрытия на металлических плит с расстановкой машин и оборудования
отражает технологическая схема (рис. 1).
Устройство выравнивающего слоя из битумопесчаной смеси и
отрывка траншеи для крепления кромок покрытия
Битумопесчаную
смесь завозят на место работ на всю ширину ВПП автомобилями-самосвалами,
передвигающимися по готовому цементо-грунтовому основанию.
Для
обеспечения равномерной отсыпки смеси на основании кучками песка намечают места
разгрузки каждого автомобиля-самосвала, так, чтобы 1 м3
битумогрунтовой смеси приходился на 15-20 м2 покрытия.
Завезенную
битумогрунтовую смесь разравнивают автогрейдером, контролируя толщину слоя
щупом.
Толщину
разравниваемой битумопесчаной смеси устанавливают на месте работ с учетом
коэффициента уплотнения.
Перед
разравниванием смеси автогрейдером отрывают по краям и торцам ВПП траншею
треугольного сечения следующих размеров (в см):
а) для крепления продольных (боковых) кромок
ширина - 100-120;
глубина - 50-60
б) для
крепления торцевых кромок
ширина - 160;
глубина - 80.
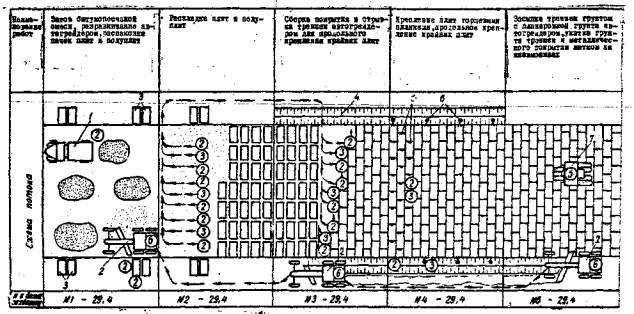
Рис. 1. Технологическая
схема устройства сборных покрытий аэродромов из металлических плит:
1 - автомобиль-самосвал; 2 - автогрейдер
Д-144; 3 - пачки плит и полуплит; 4 -
траншея для крепления плит; 5 - разложенные торцевые планки; 6 - колья для крепления
кромок покрытия; 7 - каток на пневмошинах; цифры в кружках - разряд и
расстановка рабочих
Транспортирование плит
Плиты и полуплиты упаковывают в пачки
по 20 шт. с помощью четырех Т-образных стальных штампованных пластин,
пропускаемых через пазы в плитах (крайние восьмые отверстия от торца плиты).
Пластины имеют отверстия диаметром 15 мм для крюков строп при
погрузо-разгрузочных работах. Вверху пластины|закрепляют шплинтами, внизу -
гвоздями на деревянные бруски-подкладки. Торцевые планки (по 500 шт.),
монтажный инструмент и приспособления упаковывают в деревянные ящики общим
весом около 60 кг.
Погрузку и разгрузку плит на
транспортире средства производят автомобильным краном, оборудованным такелажным
приспособлением из четырех тросов с крюками.
При разгрузке плиты распределяют по
основанию так, чтобы одна пачка плит приходилась на 25 м2 площади
взлетно-посадочной полосы и одна пачка полуплит на 16 м каждой кромки покрытия.
Расстояние между местами разгрузки
автомобилей с пачками плит принимают равным а.п - при разгрузке с
одной стороны покрытия и 2а.п - при разгрузке с обеих сторон
покрытия;
где п - количество пачек плит,
перевозимых одним автомобилем,
а- длина участка покрытия ВПП в м, на
сборку которого расходуют плиты одной пачки
 , где B – ширина ВПП в м.
, где B – ширина ВПП в м.
Пачки плит при разгрузке располагают
перпендикулярно продольной оси ВПП во избежание разворотов плит при подноске к
месту укладки. Места разгрузки размечают колышками.
Сборка покрытия
Настоящая технологическая карта предусматривает
сборку покрытия по схеме сквозной укладки: звено укладчиков, начиная определенный ряд поперек
ВПП от левой обочины (по направлению фронта сборки), полностью его заканчивает,
после чего приступает к укладке нового ряда, возвращаясь к левой обочине
покрытия.
Перед сборкой покрытия вскрывают ящики с монтажным инструментом и
торцевыми планками, а также распаковывают пачки плит и полуплит, вынимая
шплинты из отверстий упаковочных Пластин. Шплинты и гвозди, освобождающиеся при
распаковке пачек плит, собирают в ящики.
Для
ускорения укладки покрытия предварительно плиты расстилают перед фронтом сборки
без соединения продольных и торцевых замков. При этом плиты раскладывают рядами
длинной стороной перпендикулярно к продольной оси ВПП со смещением на половину
длины плиты (вразбежку). Для выравнивания кромок покрытия черев один ряд
укладывают полуплиты. Плиты переносят вручную при помощи специальных крюков.
Каждый
десятый ряд выстилают в два слоя, потому что во время сборки покрытия разрыв
между уложенными и предварительно разложенными плитами увеличивается через
каждые 10 плит примерно на ширину одной плиты.
После
раскладки плит приступают к их сборке. Крюки каждой плиты вводят в пазы плит
уложенного ряда, затем укладываемую плиту сдвигают в сторону до отказа (на
величину хода крюка) и опускают на основание. При опускании плит на основание
фиксаторы уложенных плит должны свободно входить в соответствующие отверстия в
гофре укладываемой плиты.
Для
обеспечения возможности извлечения отдельных плит каждого ряда необходимо
сдвигать плиты попеременно в противоположных направлениях (ряд плит сдвигают
влево, ряд - вправо).
Торцы
стыкуемых плит в покрытии скрепляют двумя предварительно разложенными по
покрытию торцевыми планками. Планки заводят в совмещенные торцевые лазы обеих
плит, а затем; хвостовые части планок отгибают вниз и заводят в крайние
торцевые лазы верхней плиты. Хвостовую часть торцевых планок ТП-4 отгибают
специальным рычагом, планки ТП-5 молотком.
При сборке деформированных плит торцевые пазы могут
не совпадать по высоте, В этом случае перед заведением планок в торцевые пазы
торец нижней плиты поджимают к верхней плите с помощью лома, вставляемого в
овальное монтажное отверстие верхней плиты.
Установку
торцевых планок можно вести с отставанием и даже после окончания укладки плит.
Во
время сборки покрытия необходимо непрерывно проверять продольную ось по
разбивочным колышкам, забитым вдоль продольной кромки покрытия, а также
перпендикулярность рядов плит к продольной оси с помощью теодолита и устранять
обнаруженные отклонения.
Крепление продольных (боковых) и торцевых кромок
металлического покрытия ВПП и его укатка
После сборки крепят кромки металлического покрытия.
Продольные (боковые) кромки покрытия ВПП крепят через три ряда плит деревянными
антисептированными кольями диаметром 8-10 см и длиной 50-60 см.
В
открытой автогрейдером траншее треугольного сечения против торца целой плиты
(через три на четвертый ряд) вручную отрывают ямки, вставляют в них колья и
забивают кувалдой в приямок под углом 45° к плоскости покрытия (рис. 2а) так,
чтобы верх кола возвышался над дном траншеи на 8-10 см. К забитым в грунт
кольям торцы плит
крепят скрутками из 4-5 ниток отожженной стальной проволоки диаметром 3-4 мм.
Отрезок проволоки одним концом продевают в монтажные отверстия плит, другим -
обматывают кол и скручивают концы вручную, затем монтажным ломиком и скобой
затягивают скрутку так, чтобы кромка покрытия (плиты) плотно прижималась к
основанию.
Торцевые кромки
металлических покрытий ВПП
крепят заглублением одного-двух последних рядов плит в траншею треугольного
сечения под углом 45° к поверхности земли (рис. 2б). Для этого два последних
торцевых ряда плит ВПП укладывают на откос траншеи и крепят последний ряд
проволочными скрутками (не менее чем в трех местах по длине каждой плиты) к
деревянным кольям аналогично креплению продольных (боковых) кромок покрытия.
После закрепления
продольных кромок покрытия приступают к засыпке траншеи автогрейдером, а затем
уплотняют грунт катком на пневматических шинах.
Укатка плит металлического покрытия
Для лучшего контакта с
основанием плиты покрытия прикатывают катками параллельно оси полосы, начиная
от середины полосы к краям.
Предварительную укатку
плит производят сразу вслед за креплением кромок покрытия, а окончательную -
перед сдачей объекта в эксплуатацию. Количество проходов катка на
пневматических шинах (типа Д-365) по одному следу устанавливает на месте работ
лаборатория.
Контроль качества и приемка работ
При строительстве сборных
покрытий из металлических плит необходимо контролировать следующие параметры:
плотность прилегания
покрытия к основанию (отсутствие провисающих участков) и размеры зазоров между
торцами;
надежность крепления
торцов и кромок покрытия; перпендикулярность укладки плит по отношению к
продольной оси покрытия;
правильность перевязки
швов в покрытии и расположения крюков в смежных рядах плит;
наличие необходимого
количества торцевых планок в каждой уложенной плите и прочность их закрепления
Приемные испытания
проводят резким торможением груженных автомобилей МАЗ-200, двигающихся на
высокой скорости.
При
производстве работ следует руководствоваться следующей технической литературой.
1. "Технические условия производства и
приемки аэродромно-строительных работ" СН 121-60, Госстройиздат, М., 1961.
2. Правила
техники безопасности при строительстве, ремонте и содержании автомобильных
дорог, Транспорт, M.,
1969.
Для обеспечения лучшего качества
сборки покрытия организуют два равнозначных технологических потока, начинающих
работу с середины ВПП от одного поперечника и двигающихся в противоположных
направлениях к торцам ВПП.
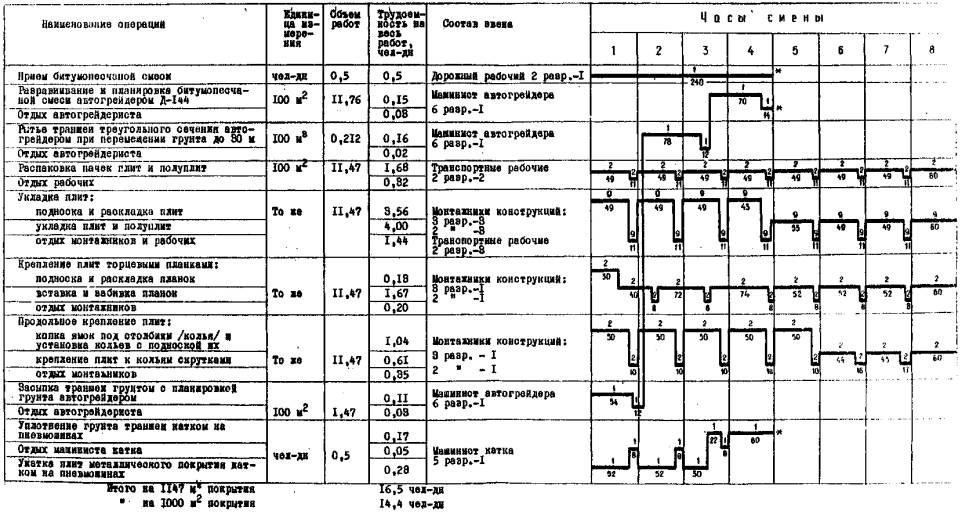
Для работы организуют две
комплексные бригада, в состав которых не входят дорожный рабочий 2 разр., работающий на приеме
битумопесчаной смеси, машинист автогрейдера 6 разр., выполняющий работы по
разравниванию и планировке битумопесчаной смеси, рытью траншеи для продольного
крепления краевых плит и засыпке траншеи грунтом с планировкой грунта и
машинист катка 5 разр., работающий на уплотнении грунта траншеи и укатке
покрытия. Дорожный рабочий и машинисты
автогрейдера и катка первую половину смены работают в бригаде первого
технологического потока, вторую - в бригаде второго технологического потока.
Сменная производительность каждой бригады - 1147 м2 металлического
покрытия.
Общее
количество рабочих и машинистов, работающих в каждую смену, составляет 33
человека, из них 15 человек работают в первой бригаде, 15 - во второй и 3
человека обслуживают обе бригады.
Распаковка пачек
плит и полуплит
Состав звена
Транспортные рабочие 2 разр.-2
Транспортные
рабочие вскрывают ящики с монтажным инструментом и торцевыми планками, при
помощи молотка или кувалды выбивают шплинты из отверстий упаковочных пластин,
после чего вытаскивают плиты из пластин. При необходимости (когда пачки плит
переворачивают на обратную сторону) двум транспортным рабочим помогает дорожный
рабочий 2 разр., занятый приемом битумопесчаной смеси и работающий с ними на
одной захватке.
Укладка плит
Состав звена
Монтажники
конструкций: 3 разр.-3
2 разр.-3
Транспортные
рабочие
2 разр.-3
Первую половину смены звено выполняет работы по
подноске плит к месту укладки и раскладке их, вторую половину смены - осуществляет
оборку покрытия. Звено по укладке плит разбивают на три группы. В группу входят
два монтажника конструкций (3 разр. и 2 разр.) и один транспортный рабочий 2
разр. Каждая группа при оборке металлических плит передвигается уступом поперек
ВПП от левой обочины (по направлению фронта сборки) к правой. Закончив один ряд
плит, группа возвращается к левой обочине покрытия и через 2 ряда начинает
сборку плит нового ряда.
В каждой группе один монтажник
конструкции 3 разр. и один 2 разр. заняты непосредственно сборкой покрытия;
берут плиту за один край, заводят крюки плиты в пазы ранее уложенной плиты,
укладываемую плиту сдвигают в сторону до отказа и опускают на основание. В
случае неплотного прилегания - плиты они подсыпают недостающую или убирают
излишнюю битумопесчаную смесь.
Транспортный рабочий 2
разр. взрыхляет и разравнивает выравнивающий слой граблями перед укладкой
плиты.
Крепление плит торцевыми планками
Состав звена
Монтажники конструкций: 3
разр.-1
2 разр.-1
В начале смены оба
монтажника раскладывают торцевые планки поверх уложенных плит. Затем монтажник
2 разр. заводит плавки в пазы, а вслед за ним монтажник 3 разр. молотком
отгибает хвостовую часть торцевой планки и заводит в крайние торцевые пазы
верхней плиты.
Когда торцевые пазы
деформированных плит не совпадают по высоте, оба монтажника поджимают торец
нижней плиты к верхней при помощи монтажного ломика, вставляя его в овальное
монтажное отверстие верхней плиты.
Продольное крепление
краевых плит
Состав звена
Монтажники
конструкций: 3 разр.-1
2 разр.-1
Оба
монтажника с помощью лопаты и лома копают ямки, в которые вставляют колья и
забивают их кувалдой. После окончания этих работ (через 5 ч с начала смены)
монтажники приступают к креплению плит к кольям проволочными скрутками: из
бухты проволоки отрезают арматурными ножницами четыре куска одной длины;
продевают их поочередно в монтажное отверстие плиты; протягивают проволоку и
обматывают концы проволок вручную и ломиком и скобой закручивают (натягивают)
проволоку до плотного прилегания кромки покрытия (плиты) к основанию.
На
участке работ должны быть установлены передвижные вагончики для отдыха и приема
пищи, бачки с питьевой водой, аптечка, лари для хранения инструмента и средства
для ограждения участка работ (шлагбаумы, предупреждающие знаки и др.). Для
машины должно быть отведено место стоянки.
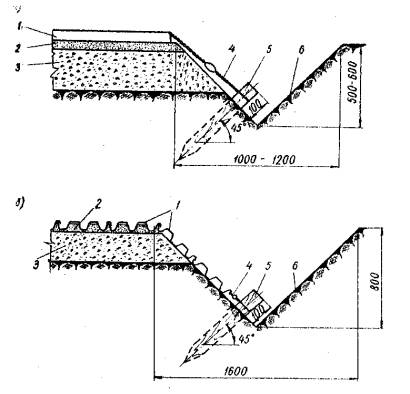
Рис.
2. Крепление кромок металлического покрытия:
а) продольных; б)
торцевых; 1 - металлическая плита К-1Д; 2 - выравнивающий слой из битумопесчаной
смеси; 3 - основание; 4 - проволочная скрутка; 5 - деревянный кол длиной 50-60
см и диаметром 8-10 см; 6 - траншея треугольного сечения